
The art of cheese making at Cow Close Farm

The innovative Stanage Millstone Cheese by Cow Close Farm
Nestled beneath the majestic Stanage Edge at Cow Close farm, Sophie and James Summerlin are doing something wonderful. They are making great cheese from high quality local milk pouring all their passion and energy into the mix.
The PJ taste chef team visited on the 6th of November to learn more about the process and to witness a batch of cheese making in progress.

Arriving at the farm it was clear that the family are making all round improvements to the farm. It was great to see the new tree planting, the activity around the duck pond, and the developing orchard. Careful driving skills were also needed to nudge past the sheep guarding the car parking area!

After donning protective coats and hats and using the hand washing facilities we entered the purpose built production area. James was an excellent guide and over the next 2 hours he gave us a fasinating insight into the art and science of their cheese making. The science is based around the alchemy of fermentation governed by the bacterial yeast and cutlures used combined with time, temperature and humidity. However, as James explained not every batch reacts in the same way even thought the scientific variables appear to be identical. I guess this is where the art of the cheesemaker comes in. Over the course of the afternoon it became apparent that the art involves the sum of lots of actions and decisions that the cheese maker takes. Many of these are I guess made subconciously based on their experience and intuition.
But back to the science James outlined how a typical day in the creamery goes. With an early start of around 7am, 550lt of fresh milk is collected from a neighbouring farm. This is transported back in the purpose made stainless tank and immediately transferred to the creamery ready to be put through the continuous pasteurising machine. This is designed to bring any bacterial counts down to way below any prescribed limits and samples are taken and calibration checks made to ensure this is happening.

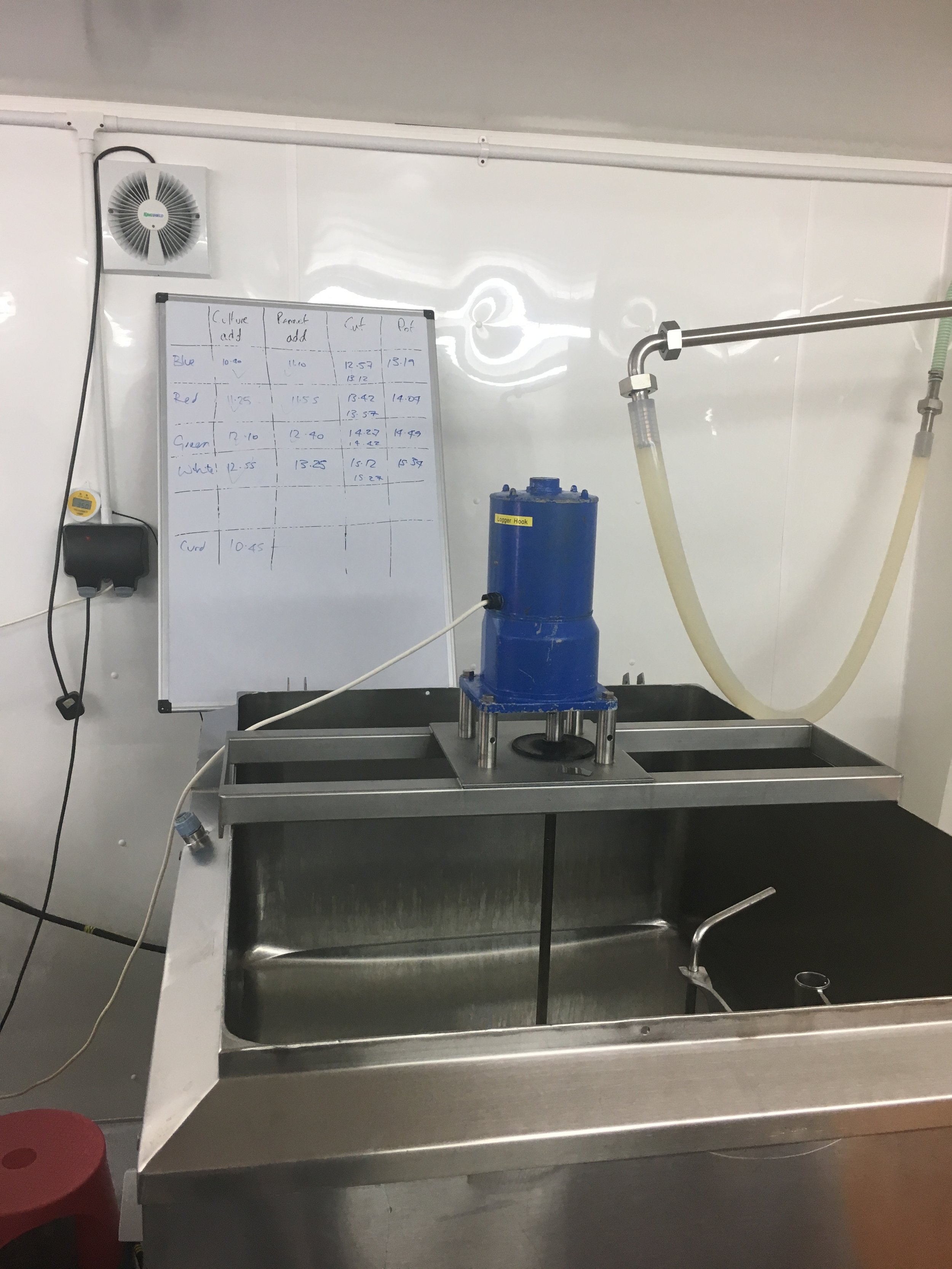
The milk is now held in the temperature controlled creamery, a warm and humid atmospher with the particular aroma of fermenting milk a heady mix of rich cream with a lactic tang. James then runs of batches of milk into mobile tanks and adds the important cultures of bacteria and rennet. Incredibly small amounts are used (as small as 3g in the entire 550lt batch) but this given these conditions rapidly multiples and starts to form the milk into curds.
Ever watchful of the time James then cuts the curds to start the process of separating them from the whey which is a clear liquid which although a by product still contains some nutrition. This goes to the hungry on site pigs which are a cross between Ironage and Glousters. On our visit we nominated Adam as the whey taster - he was not too keen on its already acidic flavour!




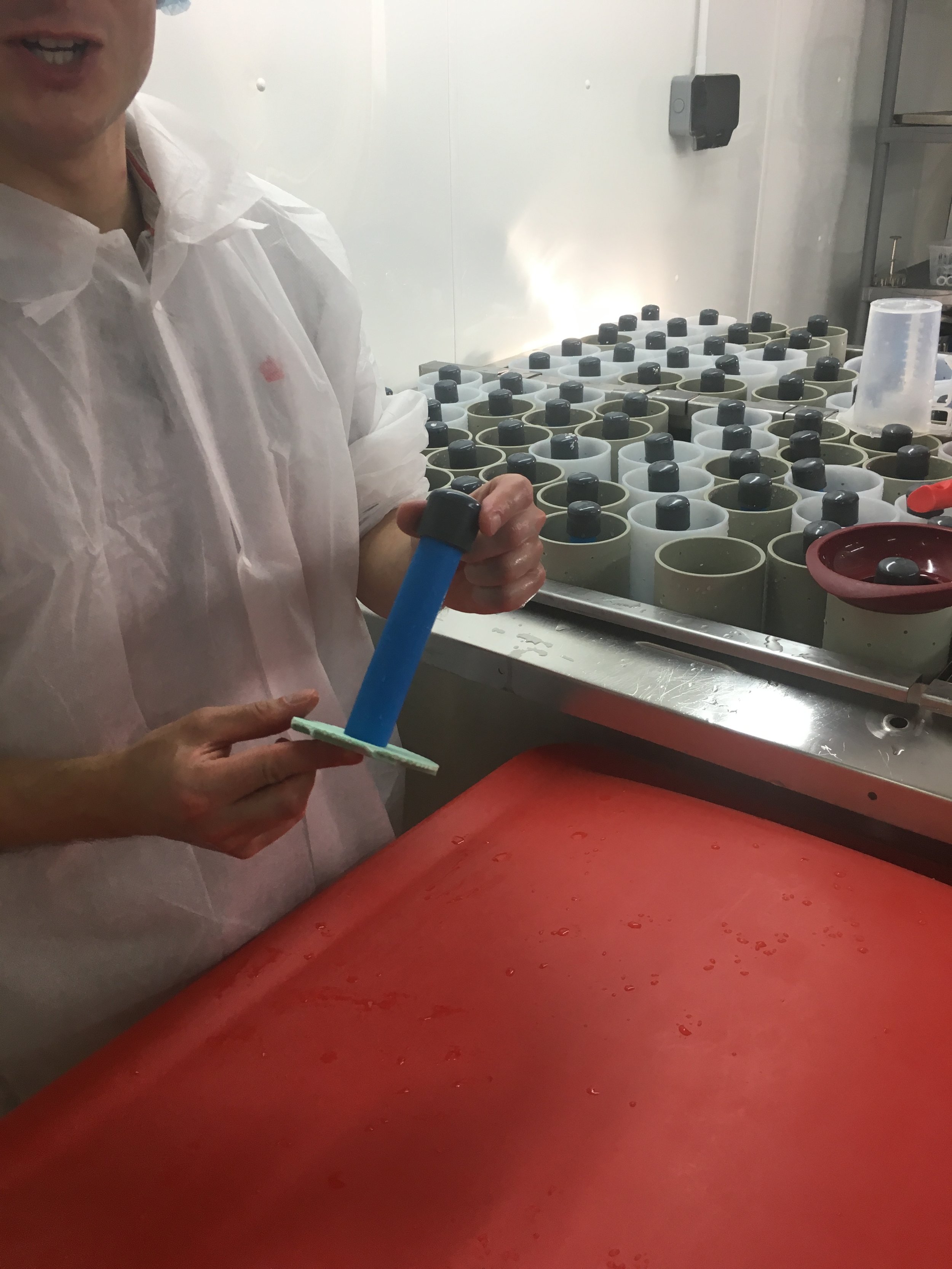
When James was happy with the consistency of the curd the next crucial stage was filling the moulds. He expained that these had been designed and made specifically for their trademark Stanage Millstone Cheese by Sophie. Quite an ingenious design which allows the central tube to be removed later in the process to leave the millstone effect. Whilst on the moulding table excess whey is still being dispensed with through the open mesh floor, a process which is further encouraged by a mid way turn of the moulds. Quite a skilled operation and repetitive given the volumn being made.


On to another table to free up the moulding table for the next batch we got our opportunity to help with a further turn. This operation was not as easy as it looked given that the cheese was still in a semi set form and a dextorous touch was needed.

When James and Sophie are happy with the consistency of the cheese they are transfered to the "hastener", a humidity and temperature controlled space which gives them an overnight opportunity to continue the crucial formative fermentation. The following day the cheese are transfered to a special maturing refrigerator which is set to maintain a constant 13C at a very high level of humidity. It is here that the flora of penicillin and yeasts from previous batches work their magic and start to build up the distinctive white bloom of mould on the surface. This is the Penicillium bacteria and is perfectly space to eat unless you are unlucky enough to have a specific allergy to this mould.



Over the next week this process continues with some sweeps through the shelves to hand pat down the mould to ensure that it is evenly spread over the cheeses. It is during this time that the cheese is ripening from the outside in, the initially chalky white interior being turned in to the more liquid and distinctive great tasting cheese. After 5-6 days the cheeses are wrapped and tranfered to a larger walk in fridge where further maturing for around 3 weeks takes place. Again conditions of storage are crucial and the humidity levels have to be kept at around 70%.
At this point in the day James brought out a number of cheeses at different stages of ripeness and we were able to sample them to see how the flavours were developing. We also got the chance for a sneak tasting of a blue cheese version which was a pleasant and interesting development of the original flavour. Whilst the couple were not happy with the level of blue mould that had built at the time of our visit, I am sure they will work hard to bring this new cheese to market at some point soon.


With our day drawing to a close we made our way back to Sheffield, enjoying the sunset from Stanage Edge and full of admiration for the dedication and hard work which James and Sophie put into every cheese. We thank them for their generous hospitality and for sharing so much of this fasinating process.

Beautifully ripe stanage millstone cheese with pj taste sourdough and red onion marmalade
Stanage Millstone Cheese is available at these stockists and you can often catch James and Sophie at Sheffield and surrounding area Farmers Markets. There is some additional slightly more technical explnations of the science in this Guardian article and here from the Reluctant Gourmand.